|
পণ্যের বিবরণ:
প্রদান:
|
| পাদান: | জালিত, তামা, অ্যালুমিনিয়াম, স্টেইনলেস স্টিল | আয়তন: | আপনার প্রয়োজনীয় হিসাবে |
|---|---|---|---|
| হোল স্টাইল: | হীরা, বৃত্তাকার এবং ষড়ভুজ আকার | পৃষ্ঠের চিকিত্সা: | আপনার প্রয়োজনীয় হিসাবে |
| কারখানার অভিজ্ঞতা: | 20 বছর ধরে | আবেদন: | ফিল্টার, সজ্জা, সুরক্ষা, ইত্যাদি |
| বৈশিষ্ট্য: | অ্যান্টি অ্যাসিড, অ্যান্টি-ক্ষার, তাপ প্রতিরোধী | জাল গণনা: | 2 মেশ / ইঞ্চি থেকে 635 মেশ / ইঞ্চি |
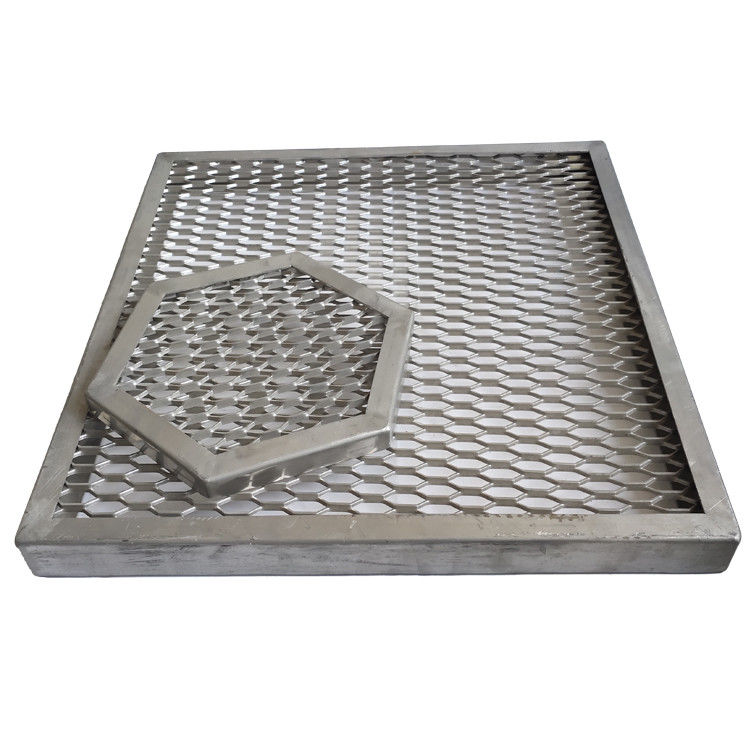
| লক্ষণীয় করা: | গ্রিল তারের জাল,প্রসারিত অ্যালুমিনিয়াম জাল |
||
উপকরণ
উত্পাদকরা প্রসারিত ধাতব পণ্য তৈরি করতে বেশ কয়েকটি ধাতব পদার্থ ব্যবহার করেন।কপার, অ্যালুমিনিয়াম, স্টেইনলেস স্টিল এবং টাইটানিয়াম সেই ধাতবগুলির মধ্যে রয়েছে যা তারা প্রায়শই ব্যবহার করে।এই মোটামুটিগুলির প্রত্যেকটি শক্তিশালী এবং এখনও মোটামুটি লাইটওয়েট থাকা অবস্থায় জারাটিকে ভালভাবে প্রতিহত করে।আরও অভিন্ন পৃষ্ঠের জন্য উপাদানগুলির বেধ কমাতে প্রসারিত হওয়ার পরে এগুলি সমস্ত শীতল ঘূর্ণিত হতে পারে।
1. কপার
2. অ্যালুমিনিয়াম
3. স্টেইনলেস স্টিল
4. টাইটানিয়াম
প্রক্রিয়া বিশদ
1. নিয়মিত এবং সমতল ধাতুর উত্পাদন প্রক্রিয়া শুরু হুবহু এক।প্রথমত, উত্পাদনকারীরা মেশিনে ধাতব শিটগুলি খাওয়ান যা সেগুলি টিপে এবং প্রসারিত করে।এই দিনগুলিতে, এটি সাধারণত একটি স্বয়ংক্রিয় প্রক্রিয়া দ্বারা নিয়ন্ত্রিত হয়, কারণ এটি আরও ভাল দক্ষতা সরবরাহ করে।
২. প্রসারণের পরে, একটি ডাই শিটকে বারবার ছিটিয়ে দেয় এমনকি সমান প্যাটার্নে।প্রায়শই, এটি হীরা আকারের ধরণ।তবে নির্মাতারা কাস্টম আকার এবং নিদর্শনগুলি কেটে ফেলতে পারেন।
৩. পরবর্তী, নির্মাতারা একটি গরম রোলিং প্রেসের মাধ্যমে শীটটি খাওয়ান।গরম রোলিং প্রেসের ফলে ধাতুটি প্রসারিত হয় এবং পাতলা এবং চ্যাপ্টা হয়ে যায়।যদি মূল ধাতব শীটটি খুব ঘন হয় তবে এটিকে প্রসারিত করতে এবং কাটতে তাদের অতিরিক্ত তাপ এবং চাপ প্রয়োগ করতে হবে।
৪. এর পরে, তারা যদি এটি চয়ন করে তবে নির্মাতারা জারা প্রতিরোধের প্রচার, veneers (যেমন পেইন্ট বা পিভিসি থেকে প্রাপ্ত), গ্যালভেনাইজেশন (গ্যালভানাইজড ইস্পাত তৈরি করতে), বা anodization প্রচার করার জন্য প্রসারিত ধাতব পণ্য শেষ করতে পারে।ধাতু গঠনের পরে নির্মাতারা যে সুরক্ষামূলক আবরণ যুক্ত করেন তা হ'ল সাধারণত একটি স্প্রে বা ডুব।নির্মাতারা এই ধাতুগুলির বৈশিষ্ট্যগুলি কেবলমাত্র ধাতব বৈশিষ্ট্যগুলিকে উন্নত করতে নয়, পৃষ্ঠের রং পরিবর্তন করতেও এই নিয়োগ পদ্ধতি ব্যবহার করতে পারেন।
৫. এটি শেষ হয়ে গেলে, নির্মাতারা টুকরোটিকে একটি সমাপ্ত ধাতব গ্রিড বা জাল হিসাবে বিবেচনা করে।
যন্ত্রপাতি ব্যবহৃত
ধাতু সম্প্রসারণ প্রক্রিয়া এবং পরবর্তী অংশগুলি প্রক্রিয়া গঠনের জন্য নির্মাতারা প্রচুর বিভিন্ন মেশিন এবং সরঞ্জাম ব্যবহার করেন।এর মধ্যে রয়েছে এক্সপেনশন প্রেসগুলি, সমতল চাপগুলি মারা যায়, মারা যায় এবং গরম রোলিং প্রেসগুলি।
প্রসারণ প্রেসস্ট্রেচার বার ব্যবহার করে ধাতুটিকে বাহিরের দিকে ঠেলাও কারণ তারা যান্ত্রিক ছুরি ব্যবহার করে ধাতুতে কাটা কাটা কাটা।উত্পাদকরা ম্যানুয়াল এক্সপেনশন প্রেসগুলি বা স্বয়ংক্রিয় সিএনসি এক্সপেনশন প্রেসগুলি ব্যবহার করতে পারেন, যদিও তারা বেশিরভাগ ক্ষেত্রেই পরবর্তীকালে ব্যবহার করেন।
চ্যাপ্টা প্রেসতাদের নাম অনুসারে যা করুন ঠিক তেমন করুন – এগুলি চ্যাপ্টা এবং মসৃণ ধাতব শীট।এগুলি ছিদ্র এবং প্রসারণের পরে খেলায় আসে।তারা সিলিন্ডারগুলির মধ্যে দিয়ে যাওয়ার সাথে সাথে ধাতবটি সমান্তরাল সিলিন্ডার ব্যবহার করে শীতল রোল ধাতু।
মারা যায়প্রেস এবং অন্যান্য গঠনের মেশিনের সাথে একত্রে ব্যবহৃত বিশেষ উত্পাদন সরঞ্জাম।সাধারণত ধাতু থেকে তৈরি, এই সরঞ্জামগুলি উত্পাদিত হতে পারে এমন একটি আকারের আকারে নকশাকৃত।যখন উপাদান তাদের মাধ্যমে জোর করা হয়, বা এই ক্ষেত্রে যখন তারা পদার্থে চাপ দেয় তখন তারা এটিকে কেটে আকার দেয়।
গরম রোলিং প্রেসধাতু সমতল করার জন্য রোলারগুলির বৈশিষ্ট্যযুক্ত প্রেসগুলি।এগুলি ঠান্ডা রোলারগুলির চেয়ে আলাদা কারণ তারা এর পুনরায় ইনস্টল করার তাপমাত্রার উপরে ধাতব কাজ করে।
ব্যক্তি যোগাযোগ: yuan tao
টেল: 008617367951787
ফ্যাক্স: 86-0318-8062880